需求數量:0
價格要求:面議
所在地:上海市
包裝要求:
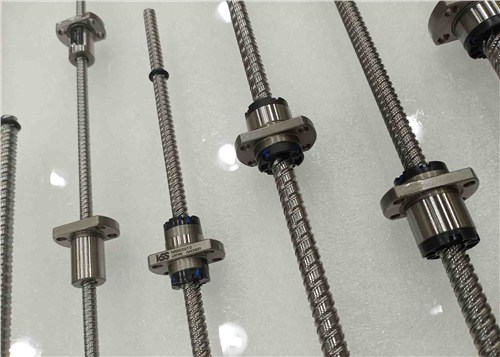
產品關鍵詞:陜西滾珠絲桿PSR/PSRT系列
***更新:2020-05-24 03:24:26
瀏覽次數:6次
聯系我們當前位置:首頁?產品供應?機械及行業設備?機床附件?機床絲桿?陜西滾珠絲桿PSR/PSRT系列 上海導全自動化設備供應

聯系人:黃美麗
郵箱: 3210592933@qq.com
電話: 15002101167
傳真: 021_51872535
網址:
手機: 021-51872555
地址: 上海市松江區光星路831號
詳細說明
主要設備:粗加工:數控車床1M,2M,3M。普通車床:1M—8M車床等。半精加工:數控旋風銑車床。精加工:1M,2M,3M,4M,5M,8M精密滾珠絲杠車床,恒溫加工,校正尺補償保證6級,7級,8級,9級不同絲杠加工精度。
梯形絲杠用材:
①普通精度(指7~9級)絲杠。對于輕載荷常用非合金中碳結構鋼(如45、50鋼)制造,經正火,陜西滾珠絲桿PSR/PSRT系列、調質處理,或用冷軋易切削鋼(如Y45MnV)直接機械加工而成。對于有耐磨性要求的可選用調質非合金結構鋼(如45、40Cr鋼),制造,經氮碳共滲處理后直接使用。用于測量、受力不大的絲杠可選用調質非合金結構鋼(如45、40Cr鋼),經感應加熱表面淬火后使用。
②高精度(指6級以上)絲杠。對輕載荷常用非合金(碳素)或低合金工具鋼(如T10A、T12A或9Mn2V、CrWMn鋼)制造,經調質或球化退火處理。對工作頻繁的絲杠常用低合金工具鋼(如9Mn2V、CrWMn鋼)制造、整體淬火,還可采用高級滲氮**鋼(如38CrMoA1A、35CrMo鋼)制造并經滲氮處理,用于承受較高溫度場合,陜西滾珠絲桿PSR/PSRT系列,陜西滾珠絲桿PSR/PSRT系列。對要求耐磨的小規格絲杠可用滲碳低合金鋼(如20CrMnTi鋼)制造,經滲碳+淬火+低溫回火后使用。對于在高溫下工作的絲杠可采用沉淀硬化不銹鋼(如0Cr17Ni4Cu4Nb)制造,經固溶+時效處理后使用。
導程。
梯形絲桿結構設計
設備由車床改裝,工件轉動,刀盤及滾花刀架移動。去掉車床刀架部分,在溜板上配裝銑削頭及自制跟刀架,將滾花刀裝于跟刀架上,跟刀架置于銑刀盤前面。
工件左端用卡盤夾緊,右端去掉尾座,安裝一帶較長空心管的支架,這樣一次可以裝夾較長原料(相當于一次銑削長度的兩倍以上),將銑削部分截斷后加工,可以減少端料浪費。
專門設計時,由光桿帶動絲杠在螺母中轉動,絲桿左端裝彈簧夾頭,工件向左轉動進給,光桿、絲桿皆用空心管加工而成(減少端料浪費)。因為中間懸空較長,可以考慮用輔助支架托起。
滾花刀的裝夾裝置。兩種設計的滾花刀裝置方式相同,只是支承架與機床的連接部分有所區別。在支承架上加工一孔,在加工部位對面橫向過孔中心線銑槽與通孔:槽寬與滾花刀柄等寬,深與刀柄等高,靠近槽接孔處下邊齊槽根部垂直銑一窄細槽,便于滾花擠出的細微鐵屑流出;
防止滾花輪滯塞、卡緊。滾花刀用快換蓋板壓住,由帶梅花手柄的螺桿將滾花刀柄頂緊。圓鋼經過導向套后被滾花,緊接著被高速銑削,實現兩道工序一次完成。導向套用工具鋼調質加工而成,其上銑一開口,長與支架端面平。導向套定位銷孔、裝配螺釘與支架配作,要確保開口正對槽中心線。
上海導全自動化設備有限公司位于上海市松江區光星路831號。在市場經濟的浪潮中拼博和發展,目前上海導全自動化在機械及行業設備中擁有較高的**度,享有良好的聲譽。上海導全自動化取得全網商盟認證,標志著我們的服務和管理水平達到了一個新的高度。上海導全自動化全體員工愿與各界有識之士共同發展,共創美好未來。

文章來源地址: http://www.qyzv.cn/cp/21538.html
本企業其它產品 更多>>

















